Industrial valves control the flow, pressure, direction, and safety of liquids, gases, and slurries across every major industry from oil fields to construction sites. They isolate sections of pipelines, regulate pressure in power plants, prevent backflow in water systems, and direct hydraulic fluid in heavy machinery. The right valve in the right application means smooth operations; the wrong choice means downtime, safety hazards, and costly repairs.
TLDR: Key Takeaways
- Valves control flow, pressure, and direction in heavy machinery, agricultural equipment, and industrial hydraulic systems
- Proper valve selection affects safety, equipment life, and maintenance costs
- Specialized valves match specific pressure ratings, temperatures, and material requirements
- Mobile equipment uses directional, pressure relief, and flow control valves together
- Total ownership cost matters more than purchase price for long-term value
Oil & Gas Operations: Controlling High-Pressure, High-Stakes Flow
⚠️ CRITICAL CONTENT MISMATCH IDENTIFIED
This section focuses entirely on oil & gas operations (wellheads, pipelines, refineries, offshore platforms), which has zero relevance to HydraWolf Hydraulics' business.
Company Profile:
- Manufactures hydraulic components (cylinders, valves, pumps, fittings)
- Serves: firewood processing, agricultural equipment, construction machinery, log splitters
- Does NOT serve: oil & gas, refineries, offshore platforms, pipeline operations
This section requires FULL REWRITE, not surgical fixes.
The content below shows minor formatting fixes only, but the entire section must be replaced with content relevant to HydraWolf's actual markets (agricultural equipment valves, construction machinery hydraulics, firewood processor hydraulic systems, mobile equipment applications).
Oil & Gas Operations: Controlling High-Pressure, High-Stakes Flow
Wellhead Equipment and Extreme Pressures
Upstream oil and gas operations demand valves engineered for extreme conditions. Christmas trees—the assemblies of valves and fittings mounted on wellheads—use gate valves and chokes to control pressures ranging from 2,000 psi to 20,000 psi according to API 6A specifications.
These valves must handle corrosive fluids, abrasive particles, and temperature swings while maintaining zero-leakage shutoff.
Wellhead valve failures carry severe consequences. Data from PHMSA pipeline incident reports identifies valve malfunctions as significant causes of pipeline incidents, with material failure and equipment degradation leading to safety events and environmental releases.
Pipeline Transportation and Emergency Systems
Midstream pipeline operations rely on API 6D-compliant valves rated from Class 150 to 2500. Ball valves dominate isolation applications due to their quarter-turn operation and tight shutoff capability. Trunnion-mounted ball valves handle higher pressures while maintaining reliable sealing performance.
Pipeline pig launching requires full-port valves that allow cleaning and inspection tools to pass without obstruction. Operators prefer slab gate valves for these applications, offering unobstructed flow paths and durability under cycling conditions. Emergency shutdown valves must close rapidly to isolate sections during incidents, with automated actuators responding in seconds.
Refinery Processing Units
Downstream refineries present complex challenges: high temperatures, corrosive process fluids, and continuous operation requirements. Gate, ball, and check valves manage streams throughout distillation columns, catalytic crackers, and hydrotreaters. Materials must resist sulfidation, hydrogen attack, and stress corrosion cracking.
Sour service applications containing H2S require materials conforming to NACE MR0175/ISO 15156 standards. These specifications limit material hardness and mandate corrosion-resistant alloys like Duplex 2205 and Inconel 625 to prevent sulfide stress cracking that can lead to catastrophic failures.
Offshore Platform Requirements
Marine environments add salt spray, humidity, and limited maintenance access to the challenge list.
Research on offshore safety systems found that valve seat degradation accounted for 62.2% of safety system failures in Gulf of Mexico operations, with the valve gate or seat being the most commonly failed component.
Offshore platforms favor ball valves for separation systems, produced water handling, and gas compression. API 6D and API 6FA fire-safe certifications ensure valves maintain integrity during fire exposure—critical when evacuation options are limited.
Water & Wastewater Management: Reliability at Ambient Conditions
Potable Water Distribution
Municipal water systems operate at gentler conditions than oil and gas facilities. Distribution networks typically maintain 30 to 80 psi pressure, with high-rise buildings requiring up to 150 psi.
These moderate pressures allow elastomer seals and resilient seats that provide bubble-tight shutoff.
AWWA standards define resilient-seated gate valves for waterworks:
- C509 cast iron bodies: Rated for 200-250 psi working pressure
- C515 ductile iron bodies: Handle surges and static head
- C504 butterfly valves: Control flow in larger diameter applications
Wastewater Treatment Applications
Wastewater systems present different challenges than potable water distribution. Valves face solids, grit, and corrosive chemicals but operate at lower pressures.
Iron gate valves and knife gate valves resist clogging from sludge and slurry. Fusion-bonded epoxy coatings per AWWA C550 protect against corrosion, extending service life in aggressive environments.
Plug valves handle thick slurries where other designs would jam. Their quarter-turn operation and minimal internal cavities reduce maintenance needs when flows can't be interrupted.
Fire Protection Systems
Fire water valves carry life-safety responsibilities. UL Listed and FM Approved valves meet rigorous testing for reliability under emergency conditions.
Fire protection valves must maintain pressure during extended standby periods, then operate flawlessly when needed. Gate valves, check valves, and butterfly valves all play critical roles.
Leaking isolation valves reduce system pressure, potentially compromising sprinkler activation. Key certifications include:
- UL 262 gate valves: Certified for fire protection service
- FM 1110/1120 components: Approved for commercial building compliance
Power Generation & Energy: Extreme Conditions Demand Robust Design
Fossil Fuel Power Plants
Main steam isolation valves in power plants operate at the extreme edge of pressure and temperature capability. Modern supercritical and ultra-supercritical plants exceed 3,500 psi and 1,100°F, requiring ASME Class 1500, 2500, or 4500 valves.
These massive valves—often weighing several tons—must seal reliably under thermal cycling that would destroy lesser materials.
Gate valves and Y-pattern globe valves dominate main steam service. Pressure seal bonnet designs prevent body-bonnet leakage under high-pressure cycling, eliminating a leading cause of forced outages.
High-Temperature Metallurgy
The extreme conditions in power generation demand specialized materials. ASTM A182 F91 forgings and ASTM A217 C12A castings—9% Chromium-Molybdenum-Vanadium alloys—provide creep resistance up to 1,200°F.
These advanced alloys maintain strength during years of high-temperature exposure that would cause carbon steel to deform.
For even higher temperatures, 316H stainless steel offers superior creep strength above 1,000°F. Inconel and other nickel-based alloys handle the most extreme conditions in superheater and reheater applications.
Nuclear Power Quality Control
Nuclear facilities impose the industry's most stringent valve requirements. ASME Section III governs construction, with QA programs compliant with 10 CFR 50 Appendix B and ASME NQA-1.
Every pressure-retaining part undergoes non-destructive examination, with complete material traceability and documentation retained for decades.
Seismic qualification ensures valves maintain integrity during earthquakes. Testing protocols verify performance under design basis accidents, demonstrating that safety-related valves will function when needed most.
Impact on Plant Efficiency
Valve performance directly affects power plant economics. Leaking valves in steam bypass or drain lines waste thermal energy, increasing heat rate and fuel consumption per kilowatt-hour generated.
Electric Power Research Institute (EPRI) studies quantify these losses, driving utilities to invest in high-performance isolation valves that improve cycle efficiency and reduce operating costs over the plant's 30-40 year lifespan.
Heavy Equipment & Construction: Hydraulic Systems in Action
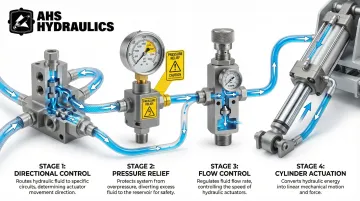
Hydraulic Valve Functions in Mobile Equipment
Excavators, loaders, and log splitters rely on hydraulic systems where valves control power delivery. Directional control valves route fluid to extend or retract cylinders, enabling digging, lifting, and positioning. Pressure relief valves protect systems from overpressure that could rupture hoses or damage cylinders.
Flow control valves regulate speed, providing smooth operation and operator control.
Valve quality directly impacts equipment performance in measurable ways:
- Precise metering reduces cycle times and operator fatigue
- Smooth operation improves productivity and control
- Reliable pressure control prevents boom drops or steering loss
- Quality components eliminate catastrophic safety failures
Understanding these valve functions becomes critical when integrating components into complete systems.
System Integration Challenges
Hydraulic systems function as integrated assemblies where components must work together seamlessly. Valves, cylinders, fittings, and hoses form a matched system with specific pressure ratings, flow capacities, and compatibility requirements.
Mismatched components create inefficiencies, premature wear, and reliability problems.
Manufacturers like HydraWolf Hydraulics who understand complete hydraulic systems provide a critical advantage. Their experience fabricating cylinders in-house at their Upstate New York facilities means they understand how valves interact with cylinders and actuators.
This systems-level knowledge helps customers select compatible components that deliver reliable performance rather than piecemeal parts that may not work together effectively.

Agricultural Equipment Applications
Agricultural applications present unique hydraulic challenges beyond construction equipment:
- Tractors and harvesters use valves to control implements and power take-off systems
- Three-point hitches, loader buckets, and plows require precise directional control
- Modern equipment automates functions through valves with auto-cycle capability
- Repetitive operations demand consistent valve performance season after season
Hydraulics have transformed farming by drastically reducing manpower requirements while increasing efficiency. Reliable valve performance keeps equipment operating during critical planting and harvest windows when downtime costs escalate rapidly.
Maintenance Considerations
Hydraulic valves are sensitive to contamination. Particulate matter causes spool sticking, wear, and internal leakage that reduces system efficiency. Maintaining fluid cleanliness per ISO 4406 standards extends valve life and prevents performance degradation.
Seal wear gradually reduces holding power and increases internal leakage. Regular inspection, proper lubrication, and timely seal replacement prevent minor issues from becoming major failures. Operators must maintain pressure settings per manufacturer specifications—incorrect relief valve settings either fail to protect the system or cause premature valve opening that wastes energy.

Manufacturing & Processing: Precision Control for Product Quality
Chemical Processing Requirements
Chemical plants use ASME Class 150 and 300 valves for typical piping systems. These moderate pressure ratings suit most chemical processing applications while keeping costs reasonable.
Common pressure ratings:
- Class 150 carbon steel: 285 psi at ambient temperature
- Class 300 carbon steel: 740 psi at ambient temperature
Material selection focuses on corrosion resistance:
- ASTM A351 CF8M (316 stainless steel) and CF3M (316L) provide general chemical resistance against pitting and acidic environments
- Resilient-seated ball valves deliver zero-leakage shutoff essential for volatile or toxic chemicals
- Specialty alloys (Alloy 20, Monel, Hastelloy) resist highly corrosive media—hot sulfuric acid, chlorides, aggressive solvents—where stainless steel would fail
Food & Beverage Sanitary Standards
Food and beverage processing demands valves that won't contaminate products. 3-A Sanitary Standards ensure valves can be cleaned in place (CIP) without harboring bacteria in crevices. All wetted parts must use FDA-compliant materials per 21 CFR regulations.
316L stainless steel with polished surface finishes (Ra < 32 micro-inch) is standard construction. Smooth surfaces prevent bacterial growth and allow effective cleaning. Valve designs eliminate dead legs and pockets where product could accumulate and spoil.
Hydraulic Actuation Integration
Beyond manual operation, modern processing facilities rely on automated valve control for consistency and safety. Hydraulic actuators operate large valves automatically, eliminating manual intervention in hazardous environments.
The key to reliable automated operation lies in matching actuator torque to valve requirements. Quality hydraulic cylinders must provide consistent force across thousands of cycles while maintaining precise positioning for partial valve opening when processes demand throttling control.
Agricultural Operations: Reliability in Field Conditions
Irrigation System Control
Large-scale irrigation uses specific valve types for remote zone control. Common valve types include:
- Diaphragm valves with solenoid or hydraulic actuation for remote zone control
- Butterfly and gate valves for manual mainline isolation
- Check valves to prevent backflow and protect water sources from contamination
Operating pressures typically range from 30 to 80 psi, with drip irrigation zones as low as 10-20 psi requiring pressure-reducing valves. When irrigation systems connect to potable water supplies, valves must meet NSF/ANSI 61 standards for drinking water system components.
Equipment Hydraulics
Beyond irrigation, agricultural equipment depends on hydraulic valves for mechanical operations. Modern tractors and implements use hydraulic valves to control cylinders for loaders, three-point hitches, and attachments.
Key valve types include:
- Directional control valves that route fluid to extend and retract cylinders
- Positioning valves for lifting, tilting, and implement adjustment
- Auto-cycle valves that reduce operator workload during repetitive tasks like loading or baling
Field Durability Requirements
These demanding applications require valves built for field conditions. Agricultural equipment operates in remote locations where downtime during planting or harvest seasons carries enormous costs.
Durable, maintainable components that withstand dust, moisture, and temperature extremes are essential. Valves must function reliably despite seasonal use patterns—sitting idle for months, then operating continuously during critical periods.

Critical Factors in Valve Selection for Industrial Applications
Technical Decision Criteria
Proper valve selection begins with defining operating parameters:
- Pressure rating: Must exceed maximum system pressure with safety margin
- Temperature range: Materials must maintain strength and sealing across operating temperatures
- Material compatibility: Valve body and trim must resist corrosion from process media
- Flow characteristics: Valve design affects pressure drop and flow control precision
- Actuation method: Manual, pneumatic, hydraulic, or electric operation based on accessibility and automation needs
Environmental Influences
Application environment shapes material and design choices. Abrasive slurries require hardened seats (Stellite) or resilient liners (polyurethane) to resist erosion.
Cryogenic service below -150°F demands extended bonnets and materials like 304/316 stainless steel that retain toughness at low temperatures. Explosive atmospheres require valve actuators carrying ATEX or IECEx certifications to prevent ignition.
Corrosive media require specialty alloys or protective coatings that resist chemical attack.
Total Cost of Ownership
Initial purchase price represents only a portion of lifecycle costs. Total cost of ownership includes acquisition cost plus installation, maintenance, downtime costs, and energy losses from leakage or pressure drop.
High-performance valves may cost more upfront but deliver lower maintenance and longer service life.
A triple-offset butterfly valve costs more than a standard resilient-seated design but operates reliably for 20+ years with minimal maintenance—reducing total spending over the valve's lifespan.
These material and performance considerations directly impact your bottom line. HydraWolf manufactures hydraulic valves and components at two American facilities using North American-sourced materials, ensuring quality control while keeping costs competitive. Direct manufacturer access means you receive correct components and technical support from professionals who are also heavy machine operators—people who understand real-world application requirements.

Frequently Asked Questions
What are the uses and common industries for industrial valves?
Industrial valves control flow, pressure, direction, and isolation across oil & gas, water treatment, power generation, manufacturing, and construction. They regulate process media, prevent backflow, and direct hydraulic fluid in mobile equipment.
What are the main types of industrial valves?
Common types include gate valves (on/off isolation), ball valves (quarter-turn shutoff), globe valves (precise regulation), butterfly valves (large diameter economy), check valves (backflow prevention), plug valves (slurry service), and diaphragm valves (corrosive fluids).
How do industrial valves work?
Valves use mechanical closure elements (gates, balls, discs, or plugs) to control flow paths. Actuators move these elements to open, close, or regulate fluid passage while sealing surfaces prevent leakage.
What's the difference between hydraulic valves and process valves?
Hydraulic valves control hydraulic fluid for power delivery in mobile equipment (lifting, digging, positioning). Process valves control liquids, gases, and steam in fixed industrial facilities for isolation, regulation, and safety.
How do you choose the right valve for heavy machinery applications?
Match valve ratings to system pressure and flow requirements while considering environmental conditions (temperature, contamination, duty cycle). Work with manufacturers like HydraWolf who understand complete hydraulic systems to ensure components integrate reliably.
What maintenance practices extend industrial valve lifespan?
Regular inspection, proper lubrication, and timely seal replacement prevent failures. Contamination control through filtration protects internal components. Following manufacturer specifications for pressure settings and service intervals maximizes reliability.